выбор типа абразивного камня для наждака
 Под шлифовкой поверхностей деталей из всевозможных материалов понимают главную первоначальную операцию для снятия задиров, зазубрин, остающихся после работы различных металлообрабатывающих станков, заточки ножей. В целях качественной обработки необходимо выбрать шлифовальный круг с характеристиками, отвечающими виду и размерам детали, проходящей эту процедуру.
Под шлифовкой поверхностей деталей из всевозможных материалов понимают главную первоначальную операцию для снятия задиров, зазубрин, остающихся после работы различных металлообрабатывающих станков, заточки ножей. В целях качественной обработки необходимо выбрать шлифовальный круг с характеристиками, отвечающими виду и размерам детали, проходящей эту процедуру.
Общие сведения
Абразивный шлифовальный инструмент фактически представляет разновидность резцового металлообрабатывающего оборудования. Рез осуществляется с помощью большого числа твёрдых частиц. Видов шлифкругов очень много, о некоторых имеют понятие только те, кто с ними сталкивался. К примеру, в авиастроении и космической отрасли используется специальный инструмент. Однако выполняет он ту же работу, что и остальные подобные приспособления.
Для различных покрытий имеется своя разновидность шлифовочного круга. С их помощью обработке поддаются стальные, чугунные изделия, сплавы цветных металлов и кованные принадлежности. Специальная оснастка есть для работы со стеклом, керамикой и кирпичом. Наиболее распространённые абразивные инструменты, находящиеся в применении к настоящему времени представлены:
- Кругами.
- Головками.
- Фрезами, или шарошками.
- Сегментами.
- Брусковыми приспособлениями.
После обработки таким оборудованием оставшиеся шероховатости определяются классами А, Б и АА. Лучшее качество шлифовки, обозначаемое буквами АА, достигается на высокоточных станках.
Классификация наждачных инструментов
Градация кругов по видам происходит двумя способами. Первый из них определяется двумя официальными документами: старым советским ГОСТом 2424—83 «Круги шлифовальные: технические условия» и современным «Круг шлифовальный: ГОСТ Р 52781— 007». Однако то, что содержится в них, большинству неподготовленных пользователей будет мало понятно.
Для этого существует вторая, народная спецификация шлифовального инструмента:
 Приспособления на липучке получили своё название из-за способности прицепляться к опорам устройств за счёт вставок из велкро ткани. Это универсальные круги, которыми пользуются за неимением специального оснащения. Маркируются различными цветами, которые обозначают содержащееся в них шлифовальное зерно. Самый распространённый — коричневый, подходит для работы с деревом и металлами. Синий — для обработки нержавейки, белый для лакированных и шпаклёванных поверхностей, чёрным можно обрабатывать минералы.
Приспособления на липучке получили своё название из-за способности прицепляться к опорам устройств за счёт вставок из велкро ткани. Это универсальные круги, которыми пользуются за неимением специального оснащения. Маркируются различными цветами, которые обозначают содержащееся в них шлифовальное зерно. Самый распространённый — коричневый, подходит для работы с деревом и металлами. Синий — для обработки нержавейки, белый для лакированных и шпаклёванных поверхностей, чёрным можно обрабатывать минералы.- Круги в виде веера обладают высокой эластичностью и хорошо адаптируются под любую поверхность, называются лепестковыми. Сфера применения — шлифование труб, изделий из дерева и фасонных деталей. Сварочные швы и заусенцы удаляют с помощью особо прочных абразивных кругов по металлу.
- Изделие, для производства которого применяется собранная в несколько слоёв вулканизированная бумага, называется фибровым шлифовальным кругом. Таким инструментом зачищают нержавейку, дерево, сталь.
- Алмазные круги применяются для чистовой шлифовки и не очень прочны.
 Приспособления на липучке получили своё название из-за способности прицепляться к опорам устройств за счёт вставок из велкро ткани. Это универсальные круги, которыми пользуются за неимением специального оснащения. Маркируются различными цветами, которые обозначают содержащееся в них шлифовальное зерно. Самый распространённый — коричневый, подходит для работы с деревом и металлами. Синий — для обработки нержавейки, белый для лакированных и шпаклёванных поверхностей, чёрным можно обрабатывать минералы.
Приспособления на липучке получили своё название из-за способности прицепляться к опорам устройств за счёт вставок из велкро ткани. Это универсальные круги, которыми пользуются за неимением специального оснащения. Маркируются различными цветами, которые обозначают содержащееся в них шлифовальное зерно. Самый распространённый — коричневый, подходит для работы с деревом и металлами. Синий — для обработки нержавейки, белый для лакированных и шпаклёванных поверхностей, чёрным можно обрабатывать минералы.Качественные характеристики изделий
Различных параметров, по которым классифицируются такие изделия, очень много. Ещё больше видов маркировок абразивных кругов в связи с тем, что существует масса различных комбинаций этих свойств. Основными параметрами абразивных кругов для точильных станков считаются:
- Показатель зернистости.
- Вид абразивного материала.
- Связующее вещество.
- Габариты и форма.
- Твёрдость шлифовочного материала.
- Рабочая скорость.
 Показатель зернистости.
Показатель зернистости.Для использования выбирается круг с соответствующими показателями, которые указываются в маркировке на самом изделии.
Зернистость приспособления
Это наиболее значимая характеристика. От её величины зависит, насколько гладко будет отшлифован образец. Кроме того, размер износа, производительность, толщина снимаемого слоя за один цикл также в большей мере зависят от этого показателя. Чем меньше зерно инструмента, тем выше чистота обработки. Однако скорость работы при такой зернистости снижается. К тому же такое приспособления чаще вызывает прижог детали.
Старый стандарт определяет величину зерна в микронах, по-новому обозначается буквой F с номером. Чем выше цифровая составляющая, тем меньше зернистость. Все эти показатели сведены в таблицу зернистости шлифовальных кругов.
Материалы для изготовления
Как и все характеристики, требования к материалу, из которого изготавливаются шлифовочные круги, соотносятся с ГОСТом. Минимальные условия — износостойкость, низкая теплоотдача, твёрдая поверхность. Исходя из этих условий, абразивный инструмент производится из такого материала:
- Вещество, имеющее базу из оксида алюминия (Al2O3), называется электрокорундом с бокситовой связкой. ГОСТ 28818 допускает добавить для повышения твёрдости окись калия. Это позволяет сохранять первоначальные свойства при повышении температуры в условиях интенсивной работы. Такие круги маркируются так: 12А — 15А — обычные, 22А — 25А — повышенной твёрдости.
- Тот же материал с карбидной основой включает хромовые, титановые, циркониевые, кремниевые соединения для работы с закалёнными металлами. Карбид кремния (52С — 65С) нужен для сопротивления перепадам температура при охлаждении обрабатываемой детали. Маркируются такие изделия буквой, А и цифрами от 38 для циркония до 95 для титана.
- Округлые зёрна сферокорунда получаются во время продувания жидкого оксида алюминия, отличаются повышенной твёрдостью и применяются для абразивной обработки твердосплавных изделий. Обозначаются литерами ЭС.
- Монокристаллическая структура монокорунда является причиной долговечности кругов из него. Ввиду сложности технологии получения они очень дороги. Узнать их можно по маркировке 43А, 44А и 45А.
 Вещество, имеющее базу из оксида алюминия (Al2O3), называется электрокорундом с бокситовой связкой. ГОСТ 28818 допускает добавить для повышения твёрдости окись калия. Это позволяет сохранять первоначальные свойства при повышении температуры в условиях интенсивной работы. Такие круги маркируются так: 12А — 15А — обычные, 22А — 25А — повышенной твёрдости.
Вещество, имеющее базу из оксида алюминия (Al2O3), называется электрокорундом с бокситовой связкой. ГОСТ 28818 допускает добавить для повышения твёрдости окись калия. Это позволяет сохранять первоначальные свойства при повышении температуры в условиях интенсивной работы. Такие круги маркируются так: 12А — 15А — обычные, 22А — 25А — повышенной твёрдости.Применение связующих материалов
Для плотной компоновки и предохранения от разрушения в шлифовальных ругах применяют специальные вещества. Их качество, разновидность, ровное распределение влияют на все характеристики абразивных инструментов. А также наличие этих материалов проявляет способностью к самостоятельной заточки выкрошенных участков шлифовального камня. Если связующий компонент не соответствует обрабатываемой поверхности, инструмент утрачивает своё главное свойство, усиливается износ, выкрашивание ещё не сработанного зерна, появляется пригорание и засаливание.
В качестве связывающих элементов возможно использование органических и неорганических связок. Первые представляют керамические и силикатные материалы, вторые — бакелитовые и вулканитовые.
В связке из керамики задействованы такие материалы: огнеупорная глина, кварц и шпат. Они прочные, долговечные, с устойчивостью режущей кромки. Инструмент на такой основе можно охлаждать специальными эмульсиями. Круги малой толщины разрушаются при боковом воздействии. Обозначаются К0, К1, К3 и так далее. При их изготовлении используется карбидно — кремниевое или электрокорундовое зерно. Хорошо шлифуют всеми способами, кроме резки и применения в узких пазах.
Порошок из бакелитовой смолы и лака составляет связку Б, Б1, Б2 и другие. Такие круги тонкие, прочные и упругие. Однако при нагреве такое соединение плывёт и зёрна вываливаются. Для повышения термостойкости в такую связку добавляют криолит. Смачивание при шлифовании кругами с бакелитовой связкой запрещается.
Смесь искусственного каучука с серой даёт связку вулканитовую. Её упругость выше, чем у бакелитовой, но термостойкость хуже. Эластичность позволяет изготавливать тонкие отрезные диски с обозначением В, В1, В2.
Высокопрочная металлическая связь производится на медной, оловянной, алюминиевой и прочей основе. Используется при изготовлении алмазных и эльборовых шлифкругов.
Показатели твёрдости
Это свойство описывает возможность диска сохранять зёрна при внешнем влиянии. Чем она ниже, тем быстрее происходит разрушение абразива. Расшифровка твёрдости шлифовальных кругов для станков выглядит таким образом:
- Мягкие М 1 — М 3.
- Среднемягкие СМ 1 — СМ 2.
- Средние С 1 — С 2.
- Среднетвёрдые СТ 1 — СТ 3.
- Твёрдые Т 1 — Т 2.
- Весьма твёрдые ВТ 1 — ВТ 2.
- Чрезвычайно твёрдые ЧТ 1 — ЧТ 2.
 Мягкие М 1 — М 3.
Мягкие М 1 — М 3.Этот параметр определяется глубиной выемки от пескоструйки или твердомером Роквелла. Чаще всего используются шлифовальные диски среднего показателя твёрдости. Они максимально производительны и долговечны. Для внутренней и плоской шлифовки подойдут мягкие инструменты. При обточке резьб, маленьких по диаметру деталей нужны жёсткие круги. Как правило, чем тверже заготовка, тем мягче нужен абразивный инструмент.
Точность шлифовального круга
При определении этого параметра оценивают имеющиеся трещины, раковины и расположение поверхностей относительно друг друга. Самые точные принадлежности характеризуются минимальными несоответствиями и устанавливаются на прецизионных станках высокой точности обработки и на высокоскоростном оборудовании. Маркируются буквами АА.
Следующие по точности абразивные приспособления немного уступают самым качественным. Обозначаются литерой, А. Образцы низшей категории точности в полтора — два раза уступают принадлежностям, А — класса. Помечаются буквой Б и используются для не самых точных операций по шлифовке.
Размер абразивной оснастки
Этот параметр соблюдается в соответствии с ГОСТом 2424—75. Габариты дисков строго соблюдаются. Всё шлифовальное оборудование разрабатывается под эти стандарты:
- Внешний диаметр круга обозначается D, его размеры от 3 до 1100 миллиметров.
- Внутренний диаметр, размерами от 1 до 305 мм, маркируется литерой d.
- Высота, или толщина, это h с величиной 0, 18—250 миллиметров.
Неустойчивость инструмента
Эта характеристика показывает отклонения заточного круга для точила от положения покоя — проще говоря, биение при вращении. В маркировочном штампе указывается рядом с классом точности и имеет обозначения от 1 до 4. Единица говорит о высоком качество оснастки.
Структура поверхности
Её плотность определяется соотношением числа зёрен к объёму диска. Соответственно, чем больше их число и меньше коэффициент, тем плотнее круг. Плотная поверхность имеет обозначение 1—4, маркировка 5—7 гарантирует средний показатель. 8—10 — открытая структура, а коэффициент 11 и 12 означает пористый тип наждака.
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
- Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
- Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
- Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
- Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую. Это поможет выявить скрытые дефекты.
- Во время работы всё внимание обращать на производимую операцию.
- Не работать без защитных очков или масок.
- Замена абразивных кругов возможна только на отключённом оборудовании.
- Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
- В неработающем состоянии щитки необходимо поднять.
 Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
pochini.guru
Как выбрать наждачный круг – Советы от компании Абрафлекс
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Что такое наждак
Лингвисты не устают спорить о происхождении этого слова. Одни утверждают, что оно имеет старорусские корни и означает боевой топор или большую дубину. Скорее всего, правы другие, говорящие о древнетюркском словообразовании. С этого языка у наждака есть единственное и простое толкование – камень для шлифовки. Этот минерал, действительно, добывался в Греции и Турции, но давно вытеснен новыми, более технологичными, абразивами.
Но для человека «рукастого», равно как и для большинства обывателей, этот термин означает, прежде всего, станок или даже скромный станочек, оснащенный двигателем и наждачными кругами. Заточка инструмента – основное его назначение. Поэтому эти приспособления и стали называть точилами.
На самом деле, сфера применения наждака гораздо шире. С его помощью можно отрезать заготовки, когда речь идет о тонком и протяженном сортаменте материала (проволока, арматура, труба и прочее). Часто эти станки используют исключительно для целей ручной шлифовки или полировки. Вообще, для снятия слоя материала с заготовки, которую можно свободно удерживать в руках, наждаки представляют собой оптимальный вариант. Причем они нередко используются и в процессе формообразования деталей, особенно, плоских.
Для идеальной заточки некоторых видов инструмента, токарные резцы, например, на точило устанавливают алмазный кружок. Но даже в этом случае наличие обычного наждачного круга необходимо. С его помощью выполняют предварительную обработку резца по образованию необходимых углов и удалению заусенцев. Алмазом обрабатываются лишь режущие кромки на твердосплавной пластине и канавка, если таковая нужна.
Множество применений точила стало возможным благодаря разнообразию характеристик кругов для наждака и их электроприводов. Последние обеспечивают необходимую скорость вращения и мощность, достаточные для выполнения той или иной операции.
Характеристики наждачных кругов
В основе классификации кругов для наждака лежит их геометрическая форма. По этому признаку изделия могу представлять собой цилиндрические (ЦЧ) и конические (КЧ) чашки, тарельчатые (Т) диски и другие. В быту чаще всего применяют плоскую форму диска с прямым профилем (ПП). Меньшую актуальность в домашней мастерской имеют абразивы с двусторонним коническим профилем (2П), но все же они востребованы для заточки зубьев пил и другого инструмента.
Следующий важнейший параметр абразивного диска – его геометрические размеры. Он включает в себя диаметр, толщину и посадку. Последняя указывает на размер посадочного отверстия в изделии и в большинстве случаев равна 32 мм. Экзотические абразивы с посадочными диаметрами менее 10 мм, используемые для слесарной доводки точных деталей, равно как и диски с посадкой 76 мм, применяемые для круглой и плоской шлифовки, характерны для промышленности и их трудно приспособить к хозяйственным нуждам. Поэтому они здесь не рассматриваются.
По этой же причине в данной публикации не акцентируется внимание на дисках, ширина которых не входит в ряд 10, 16, 20 и 25 мм. Эти размеры оптимальны для применения в частном хозяйстве.
Зернистость наждачных кругов
Приобретая для своих станков шлифовальный круг для наждака, потребители обращают внимание на такой характерный параметр, как зернистость. Она может принимать следующие значения в стандартном исполнении – 8, 12, 16, 25, 40. Понятно, что 8 – это изделия с минимальными зернами, а 40 – соответственно, наиболее крупными.
Выбор зернистости должен осуществляться исключительно профессионально. В противном случае либо работа по заточке будет выполнена некачественно, либо сам наждачный круг прослужит совсем недолго. Мелкое зерно отлично подходит для выполнения ювелирной заточки, а крупное – для тяжелых, больших инструментов, которые не требуют высокой точности.
Существует еще один немаловажный параметр, который касается зерна, – это устойчивость его к истиранию. Существуют так называемые средне-мягкие изделия (они так и маркируются СМ), а также средне-твердые (соответственно, СТ). Первый вариант в нашей стране, да и во всем мире, получил достаточно большое распространение. Это связано с относительно невысокой стоимостью товара, а также приемлемыми характеристиками. Он работает достаточно долго даже при достаточно больших нагрузках. Что касается средне-твердого зерна, то оно еще больше устойчиво к механическим воздействиям, в том числе и истиранию. Однако стоит такой товар многократно дороже, что существенно снижает экономическую целесообразность приобретения.
В этом ракурсе можно рассмотреть некоторые примеры маркировки изделий и их целесообразности применения в той или иной ситуации. Так, к примеру, частенько для заточки коньков используют наждачный круг с маркировкой 150х8х32 12-СМ. Что же она означает?
- Диск имеет средне-мягкое зерно, которое относительно дешево и позволяет выполнять качественную заточку.
- Размер зерна – 12-Н – 12 микрон в диаметре, если брать среднестатистический показатель.
- 32 мм – посадочный диаметр, который является стандартным для многого оборудования.
- 8 мм – толщина самого изделия. Это очень небольшой показатель, который не обеспечивает прочность конструкции при работе с большим инструментом при высоких нагрузках, но для поставленной цели вполне себе подойдет.
- 150 диаметр наждачного круга.
Рассмотрим еще один небольшой пример. Для быта и производства на наждаки устанавливаются абразивы 150х20х32 25-СМ. В данном примере в сравнении с предыдущим ширина изделия увеличена до 20 мм, а диаметр зерна до 25 мкм. По сути, это получается достаточно универсальный станок, который позволит работать не только с мелким инструментом, как вариант, ножницами, ножами, отвертками, но и с довольно крупными приспособлениями, коими являются топоры и некоторые пилы.
Электрокорунд – основа белых наждачных кругов
Подобного рода товар раскупается в нашей стране просто великолепно. При этом он может использоваться не только в производстве, но и в быту при работе с мелким и средним инструментом. Он отлично подойдет для заточки ножниц, ножей, топоров, обработки уголков, в общем и целом – идеальное решение, если речь идет о нетвердых металлах.
Наличие высокого спроса, естественно, рождает и массу различных предложений. Число производителей растет, как и увеличивается ассортимент. Сегодня не составляет труда приобрести изделия с самыми разными характеристиками начиная от зернистости и заканчивая посадочными диаметрами.
В продаже в подавляющем большинстве случаев подобного рода товар имеет белый цвет, который ему обеспечивается именно электрокорундом. Однако, в некоторых случаях чаще всего, в маркетинговых целях в него может добавляться тот или иной краситель, который придаст иной цвет.
В чем же преимущество подобного рода материала? В первую очередь необходимо отметить его мягкость. Это позволяет существенно повысить качество работ, пусть и за счет долговечности диска. Если заточка ведется с обычным металлом, то этот показатель остается все равно вполне себе высоким. При этом очень важно, что материал не нагревается до сверхвысоких температур. Это приводит к тому, что отсутствует после заточки на металле так называемой синей окалины. В результате структура металла не разрушается, а изделие служит верой и правдой долгие годы.
Размеры изделий из электрокорунда могут варьироваться в широком диапазоне начиная от 125 и заканчивая 200 мм с толщиной от 10 до 25 мм. При этом посадочное отверстие устанавливается чаще всего стандартное – 32 мм.
Конструктивные элементы зеленого цвета
Однако далеко не всегда на производстве и даже в быту используется инструмент из нетвердых сортов стали. Если взять, как вариант, буровые системы, да даже те же перфораторы, то обычным электрокорундовым кругом для наждака справиться эффективно с заточкой сверла не получится. В этом случае производители предлагают так называемые «зеленые» кружки для наждака. Названы они так, естественно, из-за своего цвета.
Важным аспектом является то, что подобного рода оборудование нельзя использовать при работе, скажем, с ножницами или стандартными кухонными ножами. При контакте появляется очень высокая температура, что приводит к моментальному перекаливанию стали и потере инструментом своих режущих свойств. Попросту, его можно уже выкинуть. Именно по этой причине зеленый наждачный круг использовать в обычном быту не рекомендуется. Да и стоимость его несоизмеримо выше, нежели белого.
Если говорить о геометрических размерах, то они могут быть точно такими же, как у электрокорундового аналога. Но могут и существенно их превышать, поскольку основная задача – это обеспечение сложного технологического процесса на производстве, где используется тяжелое оборудование и станки. Как следствие, к примеру, посадочные отверстия могут составлять и 76 мм, и 127 мм, и даже 203 мм.
Какие параметры необходимо учитывать при выборе наждачного круга?
- Внешний диаметр. И здесь принцип, чем больше, тем лучше, не работает.
- Мощность оборудования. На более мощных станках и расходники могут быть установлены с большей зернистостью и устойчивостью к истиранию.
- Диаметр посадочного отверстия. Об этом показателе многие неопытные специалисты банально забывают.
- Зернистость, которая, как отмечалось, определяет точность заточки инструмента.
- И немаловажным аспектом является производитель. Естественно, лучше всего приобретать товар известных брендов.
Таким образом, если подойти к вопросу выбора абразива максимально ответственно, а еще лучше посоветоваться с профессионалами, то изделие прослужит долго и эффективно, неоднократно окупившись.
abraflex.ru
заточные круги и камни. — Мир Ножей. — ЖЖ
почти 5 лет я работал на частном предприятии, которое изготавливало инструмент.большую часть времени был заточником, 5 разряд, самый высокий.
— СУТЬ РАБОТЫ КАМНЕЙ
— МАРКИРОВКА КРУГОВ
— АБРАЗИВНЫЙ МАТЕРИАЛ
— РАЗМЕР ШЛИФОВАЛЬНОГО ЗЕРНА
— ТВЕРДОСТЬ
— СВЯЗКА ШЛИФ.ЗЕРНА
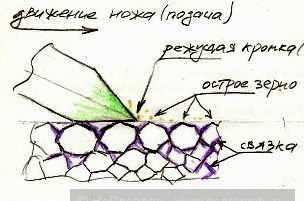
=СУТЬ РАБОТЫ КАМНЕЙ==
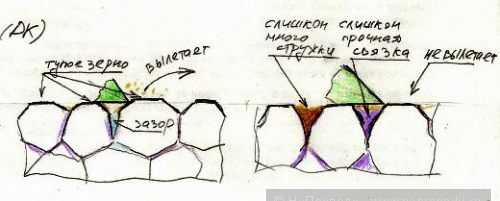
— изначально острые зерна постепенно затупляются.
— при достаточной степени их затупления они выкрашиваются
от усиливающегося давления обрабатываемого материала.
— их выкрашиваемость определяется
1) самим *материалом зерен,
2) свойствами склеивающего вещества, оно же *связка,
3) режимом связывания зерен в камне, что дает *твердость.
3) закупоренностью зазоров меж зернами стружкой и прочим материалом.
==*МАРКИРОВКА КРУГОВ==
почему круги, а не плоские брусочки?
потому что круги изготавливаются для промышленного производства,
их заказывают продвинутые технологи и там отличное качество.
плоские брусочки делают для домашнего пользования,
их выбирают дяди Васи и Сан Санычи: качество среднее и ниже.
поэтому для заточки дома вручную я выбираю КРУГИ.
речь идёт об ОТЕЧЕСТВЕННЫХ абразивах, а не дорогих заграничных.
пример: ЧАЗ ПП 14А 40 СТ2 5 К5 30М/С 150х16х32.
такая маркировка была до 01.01.2008г. с этого времени
зернистость шлифзерна и твердость показывается несколько иначе, а именно вот так.
ЧАЗ – Челябинский абразивный завод.
ПП — форма круга: плоско-параллельный
14А – материал: электрокорунд нормальный
40 – размер зерен или зернистость шлифзерна: от 0,32 до 0,4мм
СТ1 – твердость: среднетвердый.
К5 – связка, типа клея: керамическая
5 – плотность структуры
30М/С – максимальная рабочая скорость.
150х16х32 – размеры – диаметр, высота, диаметр отверстия.
для любителей копать глубоко:
ГОСТ Р 52587-2006 Инструмент абразивный. Обозначения.
ГОСТ 2424 Круги шлифовальные. Технические условия.
ГОСТ 2464 Сегменты шлифовальные. Технические условия.
ГОСТ 21963 Круги отрезные. Технические условия.
ОСТ 2И 70-8-87 Инструмент абразивный для АВТОВАЗа и КАМАЗа.
ТУ 3982-001-70822229-2007 Круги о6дирочные и шлифовальные.
ГОСТ Р 52588-2006 Инструмент абразивный. Требования безопасности.
==*АБРАЗИВНЫЙ МАТЕРИАЛ==
*монокорунд По сравнению с нормальным и белым электрокорундами монокорунд обладает более высокими показателями: твердостью, механической прочностью и абразивной способностью. Марки монокорунда 43А, 44А и 45А применяются для изготовления инструментов на керамической связке и шлифовальной шкурки, предназначенных для обработки заготовок из закаленных легированных, жаропрочных и кислотоупорных сталей и сплавов.

для заточки инструмента я этот материал не использую.
*карбид кремния. бОльшая твердость чем у электрокорунда. Высокая механическая прочность и режущая способность. Карбид кремния черный – применяют для обработки твердых сплавов, чугуна, стекла, цветных металлов. В марках обозначается как 53С, 54С, 55С. Карбид кремния зеленый – применяется для заточки твердосплавного инструмента, шлифования керамики. Обозначается как 63С, 64С.

для заточки деревообрабатывающего инструмента не использую.
да, это очень прочный материал — но, затупившись, его зерна долго не выкрашиваются.
поэтому наши ножи будут очень быстро нагреваться.
эти круги хороши для твердосплавного токарного и фрезерного инструмента,
а также для заточки сверл с твердосплавными напайками, которыми мы кирпич сверлим.
*нормальный электрокорунд наиболее часто применяют в промышленности. Высокая твердость и прочность зерен позволяют использовать электрокорунд для шлифования металлов. Кроме того, корунд имеет значительную вязкость, а поэтому его применяют при выполнении работ с переменными нагрузками и при повышенных давлениях. Промышленность выпускает нормальный электрокорунд марок 12А, 13А, 14А, 15А и 16А. Электрокорунд 12А и 13А применяют при изготовлении инструментов на органической связке, предназначенных для обработки заготовок из углеродистых незакаленных сталей и легированных чугунов. Электрокорунд 14А используют при изготовлении абразивных паст и инструментов на всех связках, которые применяют для обработки заготовок из незакаленных сталей, легированных чугунов и цветных металлов. Из электрокорунда 15А изготавливают инструменты на всех связках, применяемых для обработки заготовок из конструкционных углеродистых и легированных сталей.


этот материал употребляют для обдирочных работ.
он бывает серого и черного цвета.
тот, который серый — получше, им можно инструмент затачивать,
из него делают брусочки для домашнего пользования.
*белый электрокорунд. Вследствие высокой твердости, прочности и наличия острых кромок, зерна белого электрокорунда легко внедряются в заготовки из высокопрочных сплавов. Острые кромки зерен способствуют также меньшему нагреву обрабатываемых заготовок. Абразивные инструменты и материалы из белого электрокорунда однородны и обладают хорошей самозатачиваемостью, а обработанные ими поверхности деталей отличаются низкой шероховатостью. Белый электрокорунд выпускают трех марок: 23А, 24А и 25А. Для обработки заготовок из углеродистых, легированных и быстрорежущих сталей для работ нормально и высокой точности.

этот материал — радость души моей. почти все заточные работы
я делаю белым электрокорундом — они лучший во всех отношениях.
==*РАЗМЕР ШЛИФОВАЛЬНОГО ЗЕРНА, или зернистоть==
80—125 применяются для чернового шлифования;
25—50 — для обычного шлифования и для заточки инструментов;
10—16 используются для чистового шлифования;
3—10 применяются для резьбошлифования.
для доводки применяются микропорошки с размером зерен от 3 до 28 мк.
для черновой заточки я использую размер 25 (F60) или 40 (F46)
для доводки размер 10 (F120) или меньше. (в скобках новый стиль, но я привык к старому).
здесь можно видеть соответствие старых и новых обозначений зернистости.
==*ТВЕРДОСТЬ==
твердость шлифовального круга — это способность связки удерживать зерно в камне при воздействии на него внешних сил. слишком твердый круг долго держит в себе затупившееся зерно и вследствие этого возникает перегрев обрабатываемой поверхности. см. самый первый рисунок в статье. слишком мягкий круг быстро изнашивается.
выбор твердости круга зависит в первую очередь от обрабатываемого материала, поставленных целей и желания сэкономить на заточных камнях.
до 2008г. была следующая градация твердости:
соответствие обозначений до и после 2008 года.
М — мягкий M1 M2 МЗ
СМ — среднемягкий СМ1 СМ2
С — средний C1 C2
СТ — среднетвердый СТ1 СТ2 СТ3
Т — твердый T1 T2
ВТ — весьма твердый ВТ1 ВТ2
ЧТ — чрезвычайно твердый ЧТ1 ЧТ2
моя любимая твердость СМ1 и СМ2.
==*СВЯЗКА ШЛИФ.ЗЕРНА==
бакелитовая связка Б (B в скобках маркировка связки после 2008г) – круги на этой связке обладают высокой прочностью и упругостью, допускают большие скорости резания. эта связка оказывает полирующее действие на металл. хороша для отрезных кругов для болгарок .
глифталевая ГФ и пенфталевая ПФ связки – применяются для кругов для отделочных работ. обозначаются соответственно. это те круги, которые еще называют поролоновыми или пенопластовыми.
магнезиальная связка М – шлифовальные круги на этой связке гигроскопичны, имеют повышенный износ.
силикатная связка С – круги с этой связкой используются когда необходим минимальный нагрев детали. встречается редко.
вулканитовая связка В (R) — обладает большой упругостью и плотностью, повышенным полирующим действием. менее прочна и теплостойка. маркируется буквой.
керамическая связка К (V) – самая распространенная. огнеупорная, водостойкая, химически стойкая, высокая прочность, хрупкая. Обозначается буквой К (V).
в кругах, что я использую для заточки инструмента — керамическая связка К.
этот пост изначально написан для сообщества, посвященного вопросам группового выживания
и оригинал здесь http://after-living.livejournal.com/13055.html
также у меня есть пост «выбор ножа«, но он ориентирован на новичков,
а не на продвинутых пользователей этого уважаемого мной сообщества,
поэтому просто даю ссылку http://after-living.livejournal.com/11757.html
— ПРИОРИТЕТНОСТЬ НОЖЕЙ
— САМЫЙ ЛУЧШИЙ НОЖ
— МОЙ ОХОТНИЧИЙ НОЖ
— ШИРИНА НОЖА
— ТОЛЩИНА НОЖА
— САМЫЙ НАДЕЖНЫЙ СПОСОБ ПРОДЛИТЬ СРОК СЛУЖБЫ НОЖА
— СЕРРЕЙТОР
— ОДНОСТОРОНЯЯ ЗАТОЧКА
— ПЕРЕТОЧКА НОЖЕЙ
— ОПРЕДЕЛЯЕМ ОТНОСИТЕЛЬНУЮ ТВЕРДОСТЬ СТАЛИ
— НЕКОТОРЫЕ ДРУГИЕ МОИ НОЖИ
— СУТЬ ФОРМИРОВАНИЯ РЕЖУЩЕЙ КРОМКИ
ru-knife.livejournal.com
Цвета и назначение наждачных камней..? — Абразивы: порошки, бруски, круги и ленты
Читайте букавы на дисках..
14А Электрокорунд нормальный
25А Электрокорунд белый
38А Электрокорунд циркониевый
53С, 54C Карбид кремния черный
63C,64С Карбид кремния зеленый
Дык, если бы на фсех читались… Таки опять, что предпочтительнее выбрать из, допустим, 14А и 25А для, допустим, заточки т5к10(15)..?
Чего-то мне кажется что верхние два мало пригодны к заточке резцов. Серый просто корунд или наждак, оранжевый электрокорунд.
«Морковный» и, вправду, какой то «жидковатый», как будто раствор без цемента… А тот, что «серый» — он фьюолетовый…
а нижний? «для ручных точил»? он на электроточиле не разлетится?
Дык, инвертор то на что, при случае…;) И как отличить белый «чистовой» от, ммм…, не чистового..?
В файловом архиве достаточно литературы по этому вопросу.
Я и пытался найти что нибудь типа — круг зелёный(фото) из того то — для того то, того то… Круг серобурмалиновый — ……
Вот мож в этой теме такое и «слЕпим» сообща..? 🙂 :good:
Благодарю за науку… Ну, или — часть её… 🙂 Вы звиняйте, что я так «въедливо»… Тоже «чайники» зайдут — и всё поймут сразу, аднако…;)
С ув.
Изменено пользователем Angorwww.chipmaker.ru
Как выбрать наждак | Строительный портал
У многих из нас имеются сады, огороды, мы все пользуемся ножами, ножницами, стамесками, сверлами, зачастую приходится заниматься заточкой садового инвентаря, будь то топор или лопата. Для того чтобы не возится долго с заточкой вручную, вам необходимо прикупить специальный станок, который носит название бытовой наждак. Как правильно выбрать такой аппарат, и на что рекомендуется обратить внимание? Будем сейчас разбираться в этом вопросе.
Содержание:
- Что такое бытовой наждак
- Какие бывают точила
- Классификация шлифовальных кругов
- Характеристики электрического наждака
Что такое бытовой наждак
Наждак — это горная порода черно-зеленого или зеленого цвета, которая используется в качестве абразивного материала, смесь магнетита и корунда. Наждак самого высокого качества добывают на Наксосе, Галейке, Турции и Греции. Особенность наждака как абразивного материала кроется в наличии легкоплавких примесей, поэтому он можно применяться лишь в изделиях, которые не требуют для производства высоких температур, то есть на холодной связке.
Важным показателем наждака является абразивная способность, которая зависит от содержания в породе корунда. Самое высокое содержание корунда наблюдается у хлоритоидных руд, но ниже в 2-3 раза, чем у очень качественных корундовых руд. Как нескользкий элемент наждак наиболее широко применяется для отделки полов, тротуаров и лестничных ступеней.
Станок заточный (наждак) — это электроинструмент, предназначенный для заточки металла: сверл, ножей, топоров, стамесок и ножниц, а также пильных дисков. Основную часть корпуса точила занимает электрический двигатель с опорой, который прикрепляется к верстаку при помощи крепежных элементов. Электропитание аппарата включается и выключается с помощью специальной кнопки.

По обе стороны от движка параллельно друг к другу размещаются 2 абразивных круга: один круг с крупными размерами зерна предназначен для грубой обработки материала, другой мелкозернистый понадобится для тонкой обработки.
Абразивные круги чаще всего имеют диаметр 150—250 миллиметров и толщину — 16—32 миллиметров. Частично они располагаются в защитном кожухе. Открытая часть круга вращается по направлению сверху вниз. Затачиваемый предмет опирается на специальную подставку, расстояние от неё может регулироваться до заточного круга, также она поворачивается к кругу под определённым углом.
Существуют модели электрических точил, в которых имеется вместо одного круга металлическая дисковая щётка для предварительной грубой обработки предмета. Также у некоторых моделей присутствуют дополнительно специальные пазы для сверл. Для защиты от искр на электрическом точиле устанавливается специальная прозрачная пластина под названием кран. Также некоторые точила дополнительно оборудуются лампой с целью подсветки рабочей зоны точила.
Само действие электро наждака сводится к тому, что с обрабатываемой поверхности удаляется часть материала. Материал имеет обычно кристаллическую структуру, которая изнашивается в процессе работы таким образом, что мельчайшие частицы откалываются от него, а на месте их появляются совершенно новые острые кромки, и все благодаря хрупкости.
Какие бывают точила
Представленные в продаже точила разделяются условно на три класса: профессиональные, полупрофессиональные и бытовые. Основное их отличие между собой заключается в надежности, которая обеспечивается применением тех или других материалов. Бытовой инструмент рассчитан на двухчасовую ежедневную работу. Профессиональные же точила предназначены для постоянной каждодневной работы в течение 8 часов с обязательными 2 перерывами, каждый по 15 минут. Полупрофессиональные станки, конечно же, занимают между двумя данными классами промежуточное положение.
Также каждый класс имеет богатый выбор различных конструкций и модификаций заточного инструмента. Безусловно, это не только обычные станки с двумя кругами всевозможного диаметра, но также с нестандартным расположением кругов, к примеру, перпендикулярно размещенные друг к другу. Самым универсальным станком является аппарат, который оборудован шлифовальной лентой и обычным диском.

Для домашних нужд достаточно вполне недорогого точила с малыми оборотами — около 120-150 оборотов в минуту и кругом, что погружен в ванну с водой, то есть «мокрым», на котором не торопясь можно придать достаточно безопасно нужную остроту находившимся в доме режущим и колющим предметам. Такой маленький наждак работает от электросети переменного тока, в качестве абразивного инструмента применяют в нем шлифовальные круги с наружным диаметром в пределах 150 — 200 миллиметров и толщиной в среднем 20 — 40 миллиметров.
Также есть модели, у которых располагается на одной стороне, чаще всего справа, дополнительный диск-щетка. Он предназначен для заготовок, которые не использовались ни разу в качестве режущего предмета. Вначале такое изделие зачищают с помощью диска-щетки, то есть грубо затачивают, а далее до нужной кондиции доводят на шлифовальном кругу с мелким зерном. Применяют также диск-щетку для снятия ржавчины или уборки маленьких зазубрин, которые остаются после заточки на металле.
Различный металлический инструмент затачивают на бытовых станках с 2 кругами. Но далеко не на всех моделях имеются специальные пазы, предназначенные для сверл. Некоторые компании для удешевления своей продукции отказываются от них. Также не предусмотрены такие пазы на точилах с большими дисками, которые рассчитаны на заточку толстого и крупного инструмента, то есть топоров и других подобных инструментов.

Применяемые в современных точилах индукционные двигатели не нуждаются в особом техническом обслуживании и работают тихо. Практически на всех изделиях ось ротора установлена на шарикоподшипниках. Надежность крепления точильных кругов, как правило, обеспечивает обычная стандартная гайка.
В продаже также есть точила, оборудованные вместо второго абразивного круга шлифлентой, что намного расширяет возможности применения станка. Во время работы лента двигается вместе с кругом. Значит, на таком ленточном наждаке не только можно затачивать всевозможные металлические заготовки, но также их шлифовать. Если в основном задействован только точильный станок, то впустую изнашивается лента. Поэтому когда нет необходимости в ней, то нужно подумать о целесообразности покупки подобного станка для дома, или с точила снимать ленту, когда не нужна она.
Классификация шлифовальных кругов
Если вы решились на покупку электрического точила, вам нужно ознакомиться с классификацией абразивных кругов для наждаков. Давайте рассмотрим, какие из них пользуются самой большой популярностью.
Шлифовальные круги 25А
Шлифовальные круги из электрокорунда — самые популярные, потому что предназначены в основном для обработки более мягких металлов, то есть для дома подходят идеально. Отлично подойдет такой круг для заточки топоров, ножниц, а также для обработки обычной стали (уголки и другие изделия). Чаще всего круги из электрокорунда белого цвета и имеют маркировку 25 А. Бывает, что производители добавляют красящие элементы, поэтому круги могут быть оранжевого или синего цвета.

На таком круге при точении обыкновенного металла получается довольно качественная заточка, потому что состав круга достаточно мягкий, при трении температура небольшая, из-за этого не появляется синяя окалина на металле, а если ее нет, то соответственно металл сохраняет отлично свои свойства. И это касается, прежде всего, режущих предметов, например, ножей, потому что довольно важно металл не перекалить при заточке. Поэтому шлифовальный круг из электрокорунда является для дома отличным выбором.
Перед тем, как выбрать наждак, нужно помнить, что круги бывают разных размеров и предназначены для различных точил. Если вы покупаете для домашнего наждака круг, то посадка чаще всего составляет 32 миллиметра. Самые обычные размеры круга в диаметре составляют 200, 175, 150, 125 миллиметров, толщина — 25, 20, 16, 10 миллиметров, а посадка — 32 миллиметра.
Шлифовальные круги 64С
Шлифовальные круги зеленого окраса из карбида кремния предназначены для обработки твердых сплавов (напайки на бурах перфораторов) и инструментальной стали. У этого материала наблюдается повышенная стойкость к стиранию, при точении — довольна высокая температура, так что если вы попробуете поточить таким кругом домашний кухонный нож, то, конечно, испортите его, из-за появления мгновенно окалины на лезвии ножа.

Такой круг принято применять только для заточки инструмента из специальной инструментальной стали (P18, P6M6, с добавлением кобальта в сталь и твердых сплавов T15K10, T15K6, BK8). Твердый сплав точить не очень удобно, поэтому необходимо применять самое мелкое зерно абразивного круга, но все таки лучший вариант — это заточка твердых сплавов алмазными наждаками. Маркировка такого круга 64С, а размеры такие же точно, как у электрокорунда.
Круги на вулканитовой основе
В состав подобных кругов входит вулканизированный каучук с абразивными добавками. Чаще всего в качестве абразива используется электрокорунд A4. Много материала на таких кругах не снять, они предназначены для финальной обработки, очистки от ржавчины, минимизации прижигов, а также удаления возможных заусенец и придания блеска.

Круги для наждака на вулканической связке производятся для шлифования минеральных металлов и металлов с максимальной рабочей скоростью 60 м/с. Диаметры кругов следующие: 125 миллиметров, 150 миллиметров, 175 миллиметров, они относятся к довольно быстро изнашиваемым абразивным инструментам.
Характеристики электрического наждака
Форма абразивных кругов бывает в виде тарелки, чашки и обычной прямой. Её рекомендуется выбирать по характеру выполнения работ, а также в зависимости от самой формы заготовки, которую вы будете затачивать на точиле. Обычный прямой профиль чаще всего используется для многих заточных работ. Также для пил имеются в продаже специальные заточные круги, у которых края сделаны под углом для удобства заточки пилы между зубьями.
Диаметр круга
Каждый наждак имеет такие характеристики, как диаметр и мощность заточного круга. Данные параметры взаимосвязаны между собой, то есть чем больше диаметр абразивного круга, тем двигатель нужен мощнее. Подробней рассмотрим их.
Диаметр круга бывает большим — 200 миллиметров, средним — 150-175 миллиметров и маленьким — 125 миллиметров. Конечно, зависит все от характера самих выполняемых работ. Например, для заточки лопаты или топора нужно иметь наждак мощней, чтобы диаметр был хотя бы 175-200 миллиметров, а для заточки кухонных ножей подойдет наждак с диаметром самого круга 125 миллиметров.
Нужно заметить, что для использования в быту помимо небольших кругов выпускают также круги, что отличаются большим диаметром, и которые ставят на большие станки. У таких кругов посадка 76 миллиметров, 127 миллиметров и 203 миллиметра, а диаметры достигают 250 миллиметров, 300 миллиметров, 350 миллиметров и 400 миллиметров. Это дорогие, большие и тяжелые круги, предназначенные для производства.
Мощность
Чем электрическое точило имеет больше мощность, тем использовать на нем можно более жесткие и грубые материалы. В предоставленных в продаже бытовых моделях — самая разная потребляемая мощность, но в среднем равна 150-250 Вт. Также бывают модели, мощность которых 120 Вт, а наибольшая мощность подвесного наждака может составлять 400 Вт.

При заточке лопаты или топора нужно давить на круг сильнее, чем при заточке ножа, так как с такой задачей не справиться маломощному двигателю: при сильном нажатии круг будет останавливаться, и это плохо скажется на сроке эксплуатации. Из этого понятно, чем крупнее и тяжелея деталь, тем нужен мощнее заточный станок.
Посадка наждака
Посадкой наждака является внутреннее отверстие его заточного круга. На сегодняшний момент известно несколько определенных стандартов посадки. Наиболее распространенная посадка равна 32 миллиметрам, очень легко найти абразивный круг с таким внутренним диаметром. Также бывают заточные круги с посадкой на 20 миллиметров, 12,7 миллиметров и 16 миллиметров, которые встречаются в продаже реже.

Наждак нужно закрепить перед началом работы на стол, крепежные болты имеются в комплекте, для того чтобы наждак не «ездил» по столу во время работы. Не лишним также будет установка защиты, которая находится в комплекте. Во избежание травм глаз работать нужно в специальных защитных очках. К вращающемуся заточному кругу подводить заготовку следует обязательно только под острым углом, иначе может заготовку вырвать из рук.
Зернистость кругов
Много людей при покупке кругов на наждак не знают, как маркируют зернистость. Зерно шлифовальных кругов может быть маркировки 40, 25, 16, 12, 8. Самое крупное — это 40, а наиболее мелкое — 8. Также помимо цифр могут быть буквы СМ, что означают средне-мягкий круг, который не является слишком дорогим и пользуется большой популярность среди покупателей. Чуть реже можно увидеть в продаже зерно СТ (круг средне-твердый), его стоимость заметно больше, однако и намного выше стойкость к истиранию.
Мелкое зерно (12, 16) лучше, конечно, брать для точной заточки. Довольно часто приобретают круги для заточки коньков 150 8 32 12 СМ — это круги с диаметром 150 миллиметров, посадкой 32 миллиметра, толщиной всего 8 миллиметров, зерно мелкое, что дает возможность просто идеально заточить инструмент.
К примеру, для установки наждачного круга (150 миллиметров) покупать лучше всего стандартный круг для наждака 150 20 32 25 СМ, то есть с диаметром 150 миллиметров, посадкой 32 миллиметра, шириной круга 20 миллиметров. Круги с зернистостью 25 подойдут как для заточки крупного инструмента – топоров, так для и более мелкого – ножниц, ножей. В быту также подойдет для использования стандартный средне-мягкий круг (СМ).
Производители
На сегодняшний день рынок довольно насыщен электрическими точилами различных производителей. Прекрасно себя зарекомендовали «Кратон» и «Зубр». Судя по отзывам данных фирм, они выпускают довольно качественные наждаки. Такие наждаки можно смело приобрести в свое хозяйство.
Теперь вы знаете, какой выбрать наждак для домашнего использования. Для начала определитесь, какие изделие преимущественно вы будете затачивать, затем обратите внимание на мощность аппарата. Не забудьте присмотреться к абразивным кругам, ведь они имеют разный диаметр, толщину, посадку и зернистость, а поэтому каждый из них используют в отдельных ситуациях.
strport.ru
Заточной наждачный круг | ПОМОЖЕМ ПОДОБРАТЬ КАЧЕСТВЕННЫЙ И НЕДОРОГОЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МЕТАЛЛА — ЗВОНИТЕ!
>> СКАЧАТЬ ПРАЙС ЛИСТ <<<
СМОТРИТЕ ЭТО ПОЛЕЗНОЕ ВИДЕО:
Круги наждачные для заточного станка (наждак).
Заточные наждачные круги имеют свойство изнашиваться,
поэтому время от времени их приходится менять.
Есть два основных вида заточных кругов:
-белый (электрокорунд белый), имеет маркировку 25А.
-зеленый (карбид кремния зеленый), имеет маркировку 64С.

Белый круг предназначен для бытовых работ, заточки
таких изделий бытового назначения — топоры, кухонные
ножи, лопаты и др.
Диаметр наждачного круга чаще всего используется 200мм
и толщиной 20мм.
Зеленый круг точило предназначен для заточки напаек на резцах,
на дисковых пилах, заточки сверл по металлу и др.
В основном используются круги ПП диаметром 300-350мм,
а так-же чашечные и тарельчатые.
Заточные наждаки имеют разное зерно 8Н, 12Н, 16Н, 25Н, 40Н.
Чем больше цифра, тем крупнее зерно и соответственно грубее
обработка.
Чем крупнее зерно у точильного круга, тем быстрее стачивается
слой металла, чем мельче, тем медленнее, но край будет более
гладким и острым.
Есть специальные наждачные заточные круги для пил, край у них
сделан под углом, для удобства заточки зубьев.

stavincom.ru
Вулканит — идеальная полировка металла — Bezhelme.ru
Хотели бы вы сделать нож самостоятельно, причем чтобы он был красивый, блестящий и с ровной и гладкой выточенной кромкой? Некоторые наши покупатели, которые занимаются обработкой металла на полупрофессиональном уровне(делают знакомым что-то на заказ например) спрашивают нас, какие круги лучше брать для того, чтобы полировать металл до такого состояния, чтобы можно было видеть свое отражение, как в зеркале.
Выбор в таком случае один — это вулканитовые круги, некоторые их называют резиновыми кругами, в принципе, это верно, поскольку в их состав входит и резина, вернее даже не резина, а каучук, который вулканизируется, в него добавляется абразивный материал и прочие добавки. Выглядят они вот так:

Маркировка абразивной добавки — 14А — электрокорунд, применяется для обработки сталей.

Внешне они сразу отличаются от других абразивных кругов, в частности от кругов для наждака. Те сделаны из электрокорунда и служат для заточки металла, снятия некоторого слоя металла с поверхности. Для первоначальной обработки они, конечно, обязательны.
Итак, читаем, для чего предназначены шлифовальные вулканитовые круги — для чистой шлифовки и полировки металла. То есть если таким кругом долго шлифовать металл, то можно даже снять сотые доли миллиметра с поверхности.
Поэтому их часто используют «заточники» — люди, занимающиеся заточкой режущего инструмента. В хозяйстве такой круг однозначно пригодится, с его помощью можно «наводить» блеск» на любое изделие из металла, очень удобно отчищать мелкую ржавчину, придавать блеск изделиям из нержавеющей стали и обычного металла.

Для людей, которые решили делать ножи самостоятельно, можно порекомендовать следующий набор инструментов для этого:
Полируют вулканитовым кругом после того, как придали заготовке окончательную форму. Число оборотов — 2500-3000 можно считать оптимальным для обработки металла. Резиновый круг отлично снимает все заусеницы, оставшиеся после обтачивания обычным абразивным кругом.
После обработки вулканитом можно дорабатывать деталь войлочным кругом с нанесенной пастой ГОИ для наведения окончательного блеска. После пасты ГОИ, если уж серьезно решили сделать всё красиво, можно полирнуть разными специальными пастами очень мелкой зернистости 4000 и 5000.
bezhelme.ru